
Steel Racks in Automated Warehouses
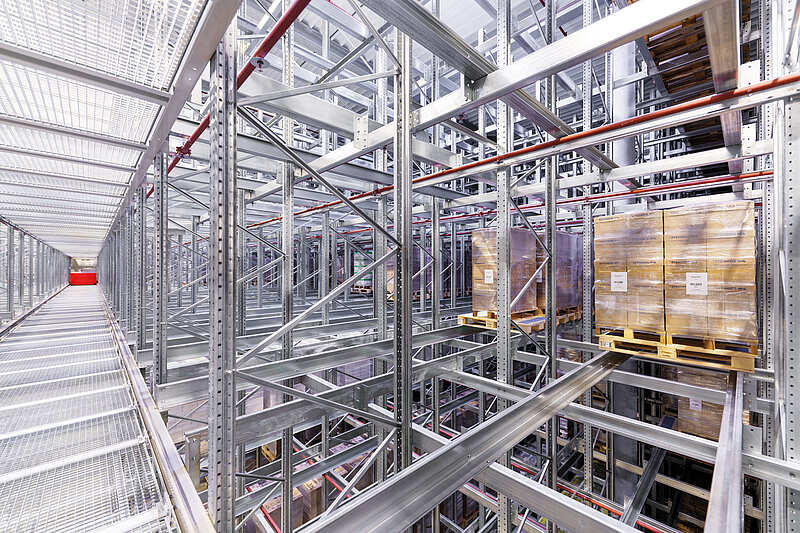
In SMB’s Automated Pallet Warehouses, you will not find drive-in racks, flow racks, pallet-sliding or mobile racks. For our Pallet Shuttle Systems, , we build steel racks based on the channel storage principle. In the central aisle between the pallet racks, grates and tracks on each level serve as the road network for our fully automatic truck shuttles. The pallet shuttles operate on all levels and use rails to store the load carriers, utilizing the full depth of the pallet racks.

What Types of Pallet Racking Systems Are There?
SMB turns storage centers with drive-in racks, flow racks, automated small parts warehouses, and picking systems into fully automated logistics centers.
The different storage systems all have different features, especially when it comes to how the individual racks are arranged, relative to each other, and whether or not the use of ground-level vehicles or automated storage and retrieval systems is possible.
Traditional drive-in racks for forklifts or flow racks with roller conveyors are widely used in modern warehouses, for instance, for picking goods or preparing goods for dispatch. When storing larger volumes, moving or sliding racks are often used, which are moved on rails or with shuttle cars to consolidate the pallet racks.
Here, fully automated channel storage with truck shuttles offers a less expensive alternative and speeds up the removal of goods from the pallet racks.
- Maximum utilization of building height, no upper travel clearance needed
- The first storage level of the Compact Warehouse is about 550 mm above the floor
- Building height (system height) typically ranges from 8 to 30 meters
- Up to 12-15 meters in height, in-house racks are typically used
- From 15-40 meters, typically silo racks with roof and wall structures are used
Space-Saving Design
Unlike other automated warehouses, our storage system does not require tall AS/RS vehicles. A track for single-mast devices, steel reinforcements, or upper guide rails on the pallet racks are not required. Our automatic pallet warehouse distributes pallets in ultra-compact steel structures with no additional space needed for floor conveyor aisles or AS/RSs.
Stability Through Channel Rails Instead of Flow Racks
Our system does not use inclined flow racks with rollers. Instead, our rail-mounted truck shuttles transport pallets into storage channels, also equipped with rails. Once at the correct channel, an integrated pallet shuttle beneath the vehicle lifts and moves the loaded pallets on the channel rails into the racks. This storage principle can be applied on multiple levels of our Automated Pallet Warehouse.


Pallet Racks Suitable for In-House or Silo Construction
The space-saving design of our pallet racks makes them the optimal storage solution for warehouses with nonstandard design or limited space. For in-house racks, the system height of our Automated Pallet Warehouse ranges from about 12 to 15 meters, utilizing the height of the warehouses efficiently. In contrast, high bay racks built as silos are typically designed to serve as structural supports for the building. Our Pallet Warehouse can be erected as a freestanding silo rack in warehouses over 15 meters high, with a roof and walls. Thus, our pallet racks are suitable not only for new buildings but also for automating existing buildings or setting up automatic pallet warehouses in rental properties.
SMB pallet racks consist of several compatible components. First, there are the rack frames, which are comprised of vertical and diagonal rods for stability. Second, support beams and rails within each channel provide additional stability and form the storage space for the pallets. At the entrance to each channel, the pallets are lifted by a pallet shuttle and transported on rails to their respective positions.
For fire protection and the safety of employees, sprinkler systems can be installed. Alternatively, other safety measures and systems can be used to prevent fires, such as oxygen reduction. This involves reducing the oxygen level and adding excess nitrogen to the relevant sections of the warehouse to prevent flames from igniting while still allowing for service and maintenance work in the enclosed areas.
We use high-quality steel "Made in Germany" for our pallet racks and collaborate with tried and trusted suppliers to ensure the future availability of spare parts.
Common components of a racking system in an automatic pallet warehouse include:
- Supports and shelf racks
- Ground anchors
- Space
- Longitudinal bars
- Rail tracks
- Pallet rack support beams
- Channel rails
- I-Beams
- Grates in the aisles and maintenance areas
- Railings
- Stairs and ladders
- Mounting brackets for channel rails
- Deck beams in the aisle levels for grate decking
- Backstops at the end of the racks
Advantages of the Automated Pallet Warehouse Over Other Solutions
The racks of SMB's Automated Pallet Warehouse have several advantages associated with channel storage. For example, multiple pallets can be stored in layers of depth in the staging area. Also, large quantities of load carriers can be stored in the storage channels themselves. Due to direct batch access, the desired goods are also quickly made available again. However, our steel rack construction differs from other storage systems. Here are some reasons why our pallet racks stand out.
Especially when properties permit only limited load-bearing capacity without expensive reinforcement, our pallet racks are an excellent choice. Compared to high-bay warehouse racking systems, pallet racks require less load-bearing capacity. Instead of relying on the height of the pallet racks to achieve packing density, we utilize numerous channels where multiple load units can be stored in depth, one behind the other.
The compact design of our pallet racks reduces investment costs in steel construction. In new buildings, standard floor slabs can be used for the installation of the pallet racks. Conventional pallet racks typically require a floor load resistance of approximately 60 kg/cm². The floor load resistance needed for our compact storage system is significantly lower.
In our Automated Pallet Warehouse, multiple load carriers are stored in depth in the channels of the pallet racks, a task handled by automatic pallet shuttles. This achieves an optimal space utilization rate, particularly crucial for small storage areas or warehouses with special requirements, such as in the refrigeration or a deep-freeze section.
Implementing automated storage with our pallet racks and storage system not only invests in the desired storage performance but also has the potential to further enhance performance and throughput times using process automation. Our Automated Pallet Warehouse does not require floor vehicles or operating aisles due to its automation. The time normally lost sliding racks together can be fully utilized in the Warehouse. Internal performance improvements can be realized without human intervention.
High warehouse turnover can lead to significant forklift traffic, increasing the risk of rack damage and accidents. Our Automated Pallet Warehouse also reduces the risk of personal injury compared to forklifts or mobile racks. Whereas employees are only required for service on the affected storage level in a Compact Warehouse, the mobile racks require forklifts to be operating constantly in open aisles, posing a higher risk of workplace accidents and rack damage.
Preventive maintenance and troubleshooting by trained personnel are possible during ongoing operations. Access to the racking system is secured by an electromechanical key transfer system. Each storage level can be deactivated separately. While one level is accessed, the other levels of the pallet racks continue to operate automatically.
Depending on the height of the pallet racks, we can implement different sprinkler systems in the Automated Pallet Warehouse. A design without sprinkler systems for rack heights below 7.5 meters is possible, as well as a design with ESFR sprinklers (Early Suppression Fast Response) according to FM Global (Factory Mutual Insurance Company) guidelines. The latter is suitable for rack heights below 12.5 meters and is VdS-certified (European loss-prevention standard). Oxygen reduction can also be a useful alternative for fire prevention.
